Disc Spring Engineering
Maximum load - minimum space - maximum flexibility
Menu
FINE BLANKED OR TURNED DISC SPRINGS?
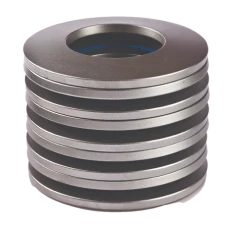
DIN 2093 allows for disc springs of 1.25mm thickness and greater Group 2 to be manufactured in two ways: stamping and turning or fine blanking and grinding.
The stamping process (which occurs in both manufacturing processes) leaves grooves in the spring edges. These grooves are at right angles to the main direction of stress and if present can lead to reduced strength and hence fatigue life.
The Schnorr standard is to ensure these grooves are removed by turning the inner and outer edges, the resulting machining grooves now run in the same direction as the maximum stress. However springs can be specified to be manufactured by the fine blanking method in which case the grooves are smoothed by tumbling or vibratory grinding.